







 技术交流Tech. exchange
技术交流Tech. exchange
您现在的位置:首页>>技术交流
专利技术―造气炉入炉蒸汽自调(递减)技术
| 相关文件:【点击下载】 |
间歇式造气炉入炉蒸汽自调(递减)技术
技术提供:河北科隆机电科技有限公司 (马维明教授)
(专利号:201120267317.3――间歇式造气炉入炉蒸汽液压调节装置)
――本项技术已获得国家专利,请尊重专利所有人权益!
――使用侵权产品,也属侵权行为!“无辜”使用专利产品亦构成侵权http://www.sipo.gov.cn/albd/2005/200804/t20080402_367437.html
设备特点:液压、特制闸阀、特制油缸;安全、实用、高效,维护量小,

使用效果:平均单炉日节约蒸汽3~8吨;平均提高炉温15~30℃;减少吹风时间2~3秒;延长有效制气时间;节约白煤,提高有效气质成份。
设计理念:基本不改变现有操作参数;不改变现有操作习惯,不降低半水煤气产气量;是辅助型节能系统,在任何情况下,不影响原有的工艺循环运行;
(本系统第四代产品可安装于入炉蒸汽总管上,同时调节上、下吹;且保证绝对安全)
1、概述:
化肥厂间歇式固定床造气炉间歇造气过程工艺要求,入炉蒸汽用量应当随着造气炉内气化层的温度的变化而变化。
造气炉的主要生产过程有以下几个阶段:
(1)吹入足量空气(氧气)与炉内碳元素反应,生成二氧化碳、一氧化碳,放出大量热量,使气化层温度升高,蓄热。
(2)吹风过后炉温最高,通入上吹蒸汽,蒸汽进入气化层进行高温分解,此时炉温最高,蒸汽分解率也最高,应当通入较大的蒸汽量,提高产气量。随着上吹进行,气化层温度逐步下降。上吹占循环时间22-25%左右。
(3)为防止气化层上移过多,上吹进行一定时间后,通入下吹蒸汽进行下吹,下吹占循环时间46-50%左右,气化层温度进一步下降。在下吹的后半段,炉温已经很低,蒸汽分解率大大降低。吹入的蒸汽量越大,炉温下降越快,炉温波动大。浪费了蒸汽,气质成分也差。
(4)下吹结束后,为了安全进行二次上吹,把炉底的煤气吹到炉的上部。二上吹占循环时间6-8%左右。
(5)吹净阶段是用空气将炉顶的煤气吹入气柜,并回收一定的氮气。吹净占循环时间4%左右。吹净结束开始下一个循环。
在吹净和吹风阶段,炉内蓄热升温。其余时间均需通入蒸汽制气,需通入蒸汽的时间较长。正常情况下,进入的蒸汽都比实际反应所需要的蒸汽量有较多的过量蒸汽。
炉内气化层的温度高时反应速率高,蒸汽的用量应该较大。造气炉气化反应是吸热反应,气化层的温度随着气化反应的进行而下降,随着炉内气化层的温度的降低反应速率也相应降低,蒸汽的用量也应当随之降低。在制气的后期由于炉温逐渐降低,如果蒸汽流量不变,不仅浪费蒸汽,还会大幅度降低炉温,带来一连串的恶性循环。
传统的入炉蒸汽流量多数采用蒸汽手轮控制,而在制气过程中,吹风升温后造气炉进入上吹阶段的初期,由于炉内温度处于临界状态,反应速率高,气化层的位置处于半溶状态,所以需要较大的蒸汽量才能够将半溶状的汽化层吹透,使蒸汽在穿过同一截面时能够均匀的分布。汽化层温度是随着制气时间的变化而不断的下降,蒸汽分解的速率也随之在不断的下降。如果蒸汽用量还是恒定不变,一部分过量的蒸汽在穿过气化层时的作用就是带走炉内的热量,加快汽化层温度下降的速度,因而蒸汽分解率也急剧下降。所以从理论上分析,在制气的初期阶段应该是大蒸汽量制气,随后根据温度的变化逐步的递减入炉蒸汽的流量。这样不仅可以节省蒸汽,同时也减少了不必要的温度损失,缩小了汽化层温度的波动范围,提高了蒸汽的分解率,提高了有效的气体成分,对节能降耗有着重大的意义。
2、设备的特点
为了使这项节能降耗明显的技术能够切实应用到化工生产的实际当中,河北科技大学的马维明、沈英才、郝立军等教授组建了一个专家团队,对入炉蒸汽调节的实际应用做了大量的实验。
要把这项技术应用到实际的生产过程中,其关键的技术在调节机构。我们分别采用市场上的各种调节阀进行现场试验,效果都不太理想。其主要原因就在造气这种腐蚀性气体强、温度高的恶劣环境下,调节阀的故障率高,维护工作量大,无法长期稳定的工作。
通过几年来的不懈的探索,我们终于研制开发出一种简单实用的油压蒸汽调节阀。相比现在市场上已用的入炉蒸汽调节阀具有以下特点:
(1)、安全:首先要保证设备的安全性。电、气动调节阀使用过程中偶尔会因阀门的故障造成无蒸汽的现象。而我们的设计从机械、液压、电子、工艺等四方面杜绝了这种现象的发生:保证即使阀板脱落也有一定量的蒸汽通过,以确保系统安全。在阀体上我们还配套了阀位检测装置,如果阀门出现故障,DCS控制系统会发出声光报警并以文字的方式告诉操作人员故障点的位置,以便操作人员及时处理。
(2)、精确:通过对安全闸阀的特殊设计,使阀门可调精度更高,线性化更好;
(3)、节约:气动调节阀需要增加空压站,这一项投资本身就不小,并且使用过程中的维护成本也很高。电动调节阀采用220V电源驱动存在着一些安全隐患,不符合国家安检部门的要求。我们开发的调节阀其动力源是就地取材,充分利用造气油压系统作为驱动力,不增加能耗。和电气动调节阀相比有节省能源、安全可靠,同时可以保证长期稳定运行、维护量少的特点。
(4)、维护少:我们的系统结构简单实用,性能稳定,使用寿命长,一般在5~6年内无维修量。气动调节阀的阀门定位器在造气二楼这种环境下日常维护量较大,一般使用半年就需要维修。电动调节阀在这种环境下维护工作量就更高。我们的设计充分考虑到造气车间恶劣的使用环境,所使用设备、材料都可以稳定的在这样的环境下长时间运行。
(5)、适应力强。大部分厂家造气二楼管道阀门的排列非常紧凑,阀门之间的空间十分有限,若想在阀门之间再插入一个阀门就必须对管线设备进行大的调整才行。针对这种情况,我们在阀门的结构上进行了改造,使厂家在应用这项新技术的时候,不需要对管道流程改造就可以轻松安装。
(6)、计量――精确、节能:普通流量计是通过节流原件产生压差来测量流量的,在运行过程中它本身就会造成一部分压力损失。常年累计它的压力损失实际上也是一笔很大的浪费。普通流量计的安装条件要求也很高,如果没有达到它的要求,其反应的数据就毫无价值。一般的造气工段基本上都不具备它的安装条件。所以我们这套系统配套的是特殊流量计,它具有无压力损失,安装方式简单,没有很苛刻的安装条件,并且具有数据准确、维护量小、使用寿命长的特点。
(7)、可升级:作为一套新研发系统,我们在各部分都保留了升级、扩展空间,以确保用户能分享我们最新的研发成果;
(8)节煤量、气质成份改善程度,相关数据正在检测评估中!
3、应用成果
通过实践证明,蒸汽自调在生产工艺中取得了以下的效果:
(1)、蒸汽自调的投运使造气炉在上下吹制气时减少了蒸汽用量,合理的蒸汽流量控制使炉内气化层温度波动范围减小。由于气化层温度波动范围减小,蒸汽分解率明显得到提高。同时减少了吹风时间,增加了有效的制气时间,并且增加了水煤气有效气体成分的含量。
(2)、通过控制多余的入炉蒸汽,相应的减少了煤气中的水蒸汽含量,降低了洗气塔的负荷。洗气塔用水量也明显降低,水洗过程中产生的废水也相应减少,从而使制气车间的总废水量低于总用水量,降低废水处理成本。
目前,小合成氨厂大部份以煤(焦)为原料固定床间歇式造气生产合成氨所需要的半水煤气。主要气化剂是水蒸汽,蒸汽消耗量占全厂蒸汽用量的40%。因此更合理、有效的使用蒸汽量,对节能、降耗、环保都有着极其重要的作用。
4、应用实例:
(1)、石家庄双联化工有限责任公司是以合成氨为龙头,以纯碱、氯化铵、复合肥为主打产品,集供热、发电、系列化工产品为一体的大型股份制企业。2010年双联化工配合使用河北科隆机电科技有限公司开发的合成氨造气蒸汽自调系统,分别在该厂造气车间10#造气炉、16#造气炉开发、试验成功。使Φ2600造气蒸汽消耗单炉降低5-6t/班。以每吨蒸汽按120元/T成本计算,每台炉每年节约的直接成本达56万。这还不包括气质成份改变带来的后工段能耗降低的效益。双联化工后续又安装使用了7套。(详见〈氮肥设计〉2011第4期第8页技术论文)(装入炉蒸汽总管上;上、下吹都可施用)
(2)、晋城天泽(二化)永丰公司,其单炉单日产合成氨55T以上,负荷较重。2011年7月先试用四套;一直稳定运行;经调试验证,该单位最终决定将本项技术仅调节下吹入炉蒸汽流量,应用后,每班节约蒸汽1.5T以上,蒸汽分解率由原来的48.39%增加到约51%。单炉平均温度提高约18℃;减少吹风时间约2秒钟;单炉每天节约蒸汽900―1200元,单炉每年节约28-36万元。第二期16套已安装,全部投用。(装入炉蒸汽下吹管上施用)
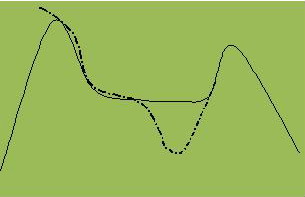
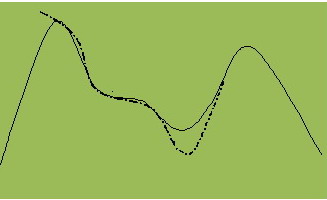
1、上组图中实线为一个造气循环中流量计变化曲线,虚线为蒸汽分解率示意图;
2、其中左图为未使用蒸汽自调系统时流量变化曲线,右图为使用后曲线,其中下吹下半段为节约蒸汽主要区间;
(3)、安徽晋煤中能化工有限公司(临泉)
2012年2月投用本系统一套,投运后单炉日节约蒸汽6吨;最保守节约量:3.5吨/单炉/天;其他效果正在测试中;如下图所示:(因现场实际情况,流量计装下吹管上,只测下吹流量)
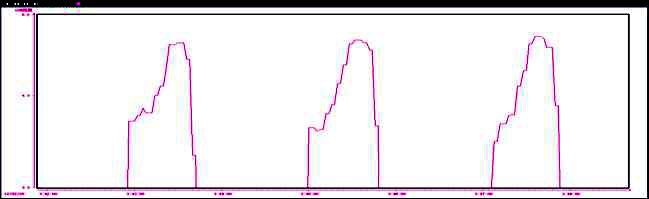
(安徽晋煤中能化工 造气入炉下吹蒸汽流量曲线――使用本系统前)
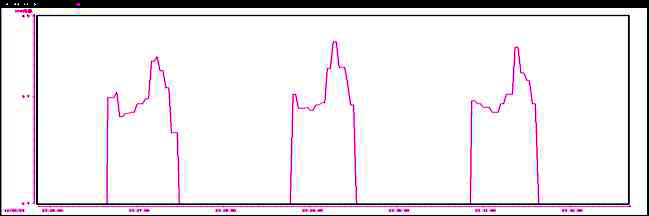
(安徽晋煤中能化工 造气入炉下吹蒸汽流量曲线――使用本系统后)
5、配置清单(以九套为例):
|
产品名称 |
规格型号 |
生产厂家 |
单位 |
数量 |
备注 | |
|
入炉蒸汽调节系统 |
RLZ_YGCB_12_*** |
河北科隆 |
套 |
9 |
专利产品 | |
|
包括以下设备: | ||||||
|
特制调节阀 |
HBKL-CZ200/250 |
河北科隆 |
台 |
9 |
特制安全阀 | |
|
油 缸 |
63/45-*** |
河北科隆 |
根 |
9 |
特制可调油缸 | |
|
流量计全套 |
DN200|250 碳钢材质 |
著名品牌 |
套 |
9 |
带附件指导安装 | |
|
阀门定位检测器 |
0.1~10mA |
河北科隆 |
套 |
9 |
特制定位装置 | |
|
入炉蒸汽控制系统 |
S7-200系列 |
西 门 子 |
套 |
1 |
全套软硬件(电脑、控制柜)及技术服务 | |
|
|
|
|
|
|
|
|
河北科隆机电科技有限公司
2012年03月01日
版权所有:河北科隆机电版权所有 Copyright 2010-2011 hbkljd.com All Rights Reserved 冀ICP备19034381号-1  冀公网安备 13010802001598号
冀公网安备 13010802001598号
冀公网安备 13010802001598号