







 ��������Tech. exchange
��������Tech. exchange
�����ڵ�λ�ã���ҳ>>��������
������ҵ�������ܽ�����λһ�弼����Ӧ��
| ����ļ�������������� |
�ӱ��Ƽ���ѧ ��ά��
�ӱ���¡����Ƽ�����˾ ������
��ժ Ҫ�������������˼�Ъʽ�̶���ú��¯�����ձ���õ��ұ�������Ϊ����֮��Ч�ġ���λһ�塱�������ص㡢���ܺ�Ӧ��Ч�����Ա�ʹ�����ֽε����������з��ӳ��������ã����й���ɫ�����������ﵽ�ִ���ˮƽ��
���ؼ��ʣ�����ѹϵͳ���Զ���ú���Զ��»ҡ��Ż����ƣ�����ʵ�֡�
1��������
��Ъʽ���̶���ú��¯����������Ŀǰ���ҹ����ʡ��״���ҵ��ռ������λ������Ͷ���١���Ч�졢���������ƣ��ڶ�ʱ���ں�����̭���������졢�ﳤ�ܶ��Ǽ�Ъʽ���̶���ú��¯�ij�·�� ������������ѹ�������Զ���ú�������Զ��»Ҽ������ۺ��Ż����Ƽ���������λһ�弼���Ŀ����ɹ���������������Ӧ�ú����˴�ͳ���¾ɵ�������ʽ�ͷ����������������������ˮƽ��ͬʱҲ����ʹ������������������һ��ʵ�����Ż��µ�ȫ�Զ�������������
Ŀǰ���ԡ�����������λһ�弼��������Ӧ���������˽⣬�Ա��ú�����Ϊ������������Ϊ�ˣ��ԡ�����������λһ�弼���������������½��ܡ�
2������������ѹ����
����������ѹ����������������80������ڣ�����20������ʷ��������ȫ���죬�ֽε���ѹϵͳ����ֻ�Ǹ�������¯���������ϸ���Ͻ��к������ú��죬ʹϵͳ����ȫ���ɿ����С�
��ѹϵͳ�豸�������ã�����ͻ����첻�㡣��������������ʵ���ĸ߶Ƚ�ϣ������۵ĽǶ�ָ��ʵ�����淶�˸����ֵ�������ơ�
2.1����·�����������±���
| �ߡ���ѹ�ܹ�����æ�76��5���89��5�ĸֹ� |
��DN65��DN50�� |
|
��ѹ�ܹܵ�����������æ�57��4�ĸֹ� |
��DN50�� |
|
��ѹ�ܹܵ�����������æ�25��3.5�ĸֹ� |
��DN20�� |
|
�ߡ���ѹ�ܹܵ���վ����æ�38��3.5�ĸֹ� |
��DN32�� |
|
��վ�����շ���������æ�25��3.5�ĸֹ� |
��DN20�� |
2.2����վ�з�λ���������ã�
�������������ã�һ���ǻ�����һ���Ǿ�����������С�ġ������շ��Ŷ����ٶ�һ����ȡ�����͵�ѹ������һ����ȡ�����͵��������������й��շ��Ŷ���Ҫ�죬��������Ч����ʱ��ͼ�����ʧ��Ŀǰ�ҹ�˾�����ֻ���ʹ�á�
���ǵ��������Ӧ���շ��Ź�����±���
| �������� |
���ͨ�� |
��ͨ���mm2���Ա��ͨ���㣩 |
��Ӧ���շ�ͨ�� |
|
��Ż���1 |
��10 |
78.5 |
DN500���� |
|
��Ż���2 |
��12 |
113.04 |
DN500- DN700 |
|
��Ż���3 |
��18 |
254.34 |
DN600- DN800 |
|
��Һ���� |
��20 |
314 |
DN750- DN900 |
��վ�л��ķ�λ�Ǹ��ݹ���Ҫ�����졣��վ�л��Ĺ������Ǹ��ݹ��շ��ŵ�ͨ��ѡ��֤���ŵ������ٶȡ����ڦ�2.8����������¯Ŀǰ����շ�����DN800�ģ�����18ͨ���ĵ�Ż��������ٶȳ�����3���ӣ�����������õ�Һ������Ȼ���ԣ���������������������ߣ�һ���dzɱ�����Һ��������18ͨ������2�����ڶ����ǵ�Һ����������ɣ���©����ϵͳ���������Ե�Һ����Ҫ�����е��ʳ�����Ϊ���Ǵ���3����������¯������շ��Ŵ�DN900��
2.3�������ס���ѹ���ܡ���ͷ������ã�
�����Ǹ��ݹ��շ����������Ĵ�С�����Ŀ���Ȼ��Ϊ�˱�֤���շ��ŵĶ����ٶȣ����ϡ����ͿڵĹ��ѹ���ܡ���ͷ��Ҫ�������á��������±���
| ��� |
���ϡ����Ϳ���˿��� |
���ӽ��� |
���·���ӽ�ͷ |
�������ӽ�ͷ |
|
90�� |
M33��2 |
��22 |
��28 |
��28/M33��2 |
|
80�� |
M27��2 |
��19 |
��22 |
��22/M27��2 |
|
63�� |
M18��1.5 |
��13 |
��14 |
��14/M18��1.5 |
2.4�������ͱ�վ�����ã�
��Ҫ������չ�ԣ���Ӧ�ԣ�������ʣ�������ճ���½����������ֻ�������©����ҲҪ���ʣ����ɰ��±�������
Ŀǰ����¯���շ������࣬����������գ��ӵ����Զ���ú�����Զ��»ҵ��Զ����ƹ��շ��ſɴ�20�����ϣ��ֶ�Һѹ��4������˱�վ�Ĺ�������Ҫ����
��վ��ѡ����ֱá�ҶƬ�á�CB100�ͱñ�ʾ���ÿת�ɹ���100mL��
��������Ʒ���ʱ�����ڱ�վ��ѡ��Ӧ�����������������������ҹ�˾��վ��������ˮ��ϵͳ�����¼��ϵͳ���Զ�ѹ����⡢�Զ�Һλ�����ơ��Զ����ÿ��ƣ���֤ϵͳ�İ�ȫ�ɿ�������
|
��� |
��վ�ͱõ������ |
�ɹ�����¯̨�� |
|
1 |
CB50/7.5KW��� |
2̨¯ |
|
2 |
CB50/11KW��� |
2-3̨¯ |
|
3 |
CB80/15KW��� |
3-4̨¯ |
|
4 |
CB100/18.5KW��� |
4-6̨¯ |
2.5����ѹϵͳ������ԭ��
��ѹϵͳѹ��Ϊ4.5Mpa (45kg/cm2 )ʱ��������
| ��� |
��� |
��ͨ�ӷ����� |
��ͨ�ӷ����� |
��ӷ����� |
��ӷ����� |
|
1 |
63/45 |
1402.7kg |
687.2kg |
715.5kg |
687.2kg |
|
2 |
80//40 |
2260.8kg |
1695.3kg |
565.5kg |
1695.3kg |
|
3 |
80/45 |
2260.8kg |
1545.3kg |
715.5kg |
1545.3kg |
|
4 |
80/55 |
2260.8kg |
1191.6kg |
1069.2kg |
1191.6kg |
|
5 |
90/50 |
2862.9kg |
1979.4kg |
883.5kg |
1979.4kg |
|
6 |
90/63 |
2862.9kg |
1460.02kg |
1402.76kg |
1460.02kg |
2.5.1��������г̸���ϵͳ���շ�Ҫ������������ѡ��ȷ����������������ʱ�ؽ�������������ʱ�����г�ȷ�����ſ����ص�λ��
2.5.2������Ҫ�ص㣺��1�����빤�շ���֮���Ƿ������ӣ���������Ѹ���������2�����ڲ��ϡ��´�����ṹ���������мȱ�֤�����죬�ֱ�֤ϵͳ�ȶ������ٶԷ��ŵij������3���ڲ����þ��ķ���ϩ�ܷ���ϣ��ӳ���������
2.5.3���������Ϳڡ���ͷ����ѹ���ܵȶ��Ǻ������ף�û�п����ӵط���
3�����ڻ���һ�廯�Զ���ú����
����һ�廯�Զ���ú�����������ǹ�˾����Ŭ����1997���з��ɹ��������ʵ��Ӧ�����飬�������ǩ�º�ͬ��ú���Զ���ú��Ч�����ԣ�������������ʡ����ȫ�����ã���1999����ȫ������Э��С���ʷֻἼ�����������ػʵ��ٿ��ֳ��ᣬ�����˼����ܽᣬ�Զ���ú���õ�����������¯������������ֶ���ú���10%-15%,�ְ�ú���½�10%���ң�Ͷ�ʻ��������������ң�������ڵ�����ҵ�ƹ�Ӧ���Դ�14�꣬Ҳ��һ����ȫ����ļ�����
Ŀǰ�ƹ�Ļ���һ�廯�Զ���ú�и��ֲ�ͬ����ͺš�
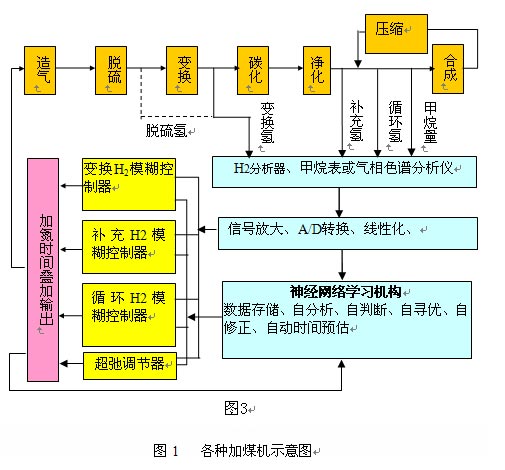
3.1�����ǿ������Ƶļ�ú����Ӧ��ǿ��
���ǿ������Ƶļ�ú�������ʮ����֮�࣬�ṹ��ʽ��Ҫ�д�С����������巧�ʹ�������Բ�̷�����巧���ӣ������������Ҫ��ͼ1��

3.1.1���������������ṹ����(С�����κ��������������ֶ���ú���Զ���ú)��
3.1.2������ú������(��ú����ú����ר�ü�ú��)��ȫ����ú��ļ��������û���һ�廯�Զ���ú���������ú�����û���һ�廯��ú������˵�ǽ�����Ҳȷʵû�˸Ҵ���������������06�괺Ϊ�����˻���ơ�����ר��ú����ú��������Ŭ��Ӧ�óɹ����ֹ����˻���12̨��2.65¯��12̨��3.3¯��ú�������������ǵļ�ú����Ч���ܺá�
3.1.3������¯����������(��2.26��-��3.6��¯��������ú��)��
3.1.4�����ܹ����������ơ�
��Ҳ���ǻ���һ�廯�Զ���ú�봿��еʽ��ú����ú���ֶ���ú��ȣ����ŵ����ڡ��ܽ��ǣ������Զ���ú���Ƶ�ר���������������ۺ��Ż�����ϵͳ�����Ǿ����κι���Ҫ�������Ӳ����
�Զ���ú���������̼�������������ʱ��ÿ������ѭ��(120�뵽150��)��һ��ú��Բ�̷��벼����ʼ����һ��Ϊ�رգ���¯�����κνζ����ܷ�״̬�����Ҳ���������ʱ��ɵ���Բ�̷��Ķ�����ȫ����Ϸ�����Э�������Ҹ���ʱ��ɵ�(�ɾ�ȷ��0.1��)��
3.2.�����ɿ�
��ȫ�����غϳɰ�����������ʱ�ػ�����������������ĸ����ͼ�ú����һ����ͬ�ĸо������롣
(1)��ú���ϵ��������Ŷ����ɴ�����(��)��
(2)�ܷ�Ч���ã��κν�û��������й����
(3)ʹ��������(�е���������������ȻЧ ������)
4�����ڻ���һ�廯�Զ��»Ҽ�����
4.1������һ�廯�Զ��»Ҽ����ķ�չ���̣�
���С�С���ʳ����������»�һֱ���ֶ���������ǣ��Ҳֻ��Ҵ�һ���̶Ⱥ��ڴ����ͣ¯��ʹ����ϵͳ���ڰ�ȫͣ��״̬�������Զ����ֶ��Ҳַ����»ң�����һ���ֶ��»ҵ�ȫ���̣���ʱ1��2���ӡ�
Ϊ����������¯����Ч����ʱ�������ʵ��ȫ�Զ����������������ǿ��������ơ������˻���һ�廯�Զ��»�װ�á���������һ̨����¯���Բ����Զ��»Ҽ�������Ҫ�ĺô����ܹ�ʵ���ִ�����������������ξ��Ǽ��������ֶ��»Ҵ�����������ʧ��������Ч����ʱ�䡣
4.2������һ�廯�Զ��»Ҽ������ص㼰����������ͼ��
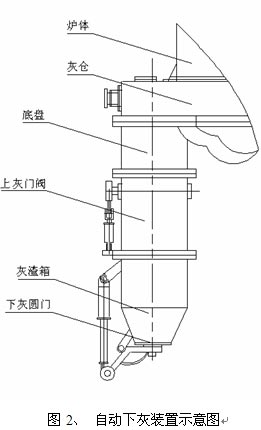
4.2.1���Զ��»�װ���ܷ�����Ҫ�ã����Զ��»ҹ��������岻�����κε���й����
4.2.1.1���豸�����ı�֤���Զ��»�װ�ýṹ��ͼ����Ϊ���Ǿ��������Զ���ú���ľ��飬���ԣ����е��ϻ��ź��Զ���ú����Բ�̷��ṹ�൱���Զ���ú��Բ�̷��ѱ��������ã��ܷ�Ч���ã��õ��˹��ϡ��������ϻ��Ų���Բ�̷��ṹ������������һʧ�ġ�
4.2.1.2������ϵͳ��֤��
����һ�廯�Զ��»ҳ����������������������У��γ�һ�����壬���Զ��»ҿ��ƼȺ������ϸ��Ա�֤�����������Ӷ��ڳ�¯�ӵ�DZ����
4.2.2���Զ��»ҵĶ�������������
��������ʱ���ϻ���Ϊ����״̬���»���Ϊ�ر�״̬�������������ǻ�Ϊ�����ģ������п���ͬʱ�رյ�����ͬʱ��
�����ǣ��ٴ���ν���10��ر��ϻ��ţ����ϻ��Źر�3��5�����»��Űѻ����ų����ۻ����ų���ر��»��ţ����»��Źرպ�3����ϻ��ţ�ʹһ���»ҹ�����ɡ�������ϻ��Źر�ǰ3��5����ϻ��Ŵ�3��5���ʱ����¯��Ҫֹͣת�����Ա�֤�����ŵ��ܷ�Ч����
5���������������ۺ��Ż����Ƽ�����
�ҵ�λ������Ա�����Ͱ�ʮ��������������������ο��Ƽ����Ŀ�����������̿���������������ѹ���Ƽ���������������Զ����Ƽ�����������¯���������Զ����Ƽ�������������һ�廯�Զ���ú���Ƽ�������������һ�廯�Զ��»ҿ��Ƽ������ȡ�������������������Ƽ����Ļ����ϲ���ģ�����Ƽ���������Ӧ���Ƽ����������ܹ��ܽ��˵IJ������飬�ܹ������˵�˼ά��ʹ���������������״̬�Ŀ��Ƽ����������������ۺ��Ż����Ƽ�����
�й�����Э��Ҳ����һ������Ϊ������ҵ�ϳɰ�����ʮ����¼���֮һ��ȫ��ҵ�ƹ㣬����Ϊ��ҵѭ������֧�ż����Ƽ������ҷ���ί��
���������ۺ��Ż����Ƽ����Ĺ��ܣ�
5.1��������Ƽ�����ʹ�õ������ͨ��DCS���ܹ�ʵ�ֵļ�����
ʵ���������շ��ŵij�����Ƽ���λ��⡢����������
ʵ��ˮ��������Һλ��PID���ڣ�
ʵ�ַ������ѹϵͳ�Ĺ�����������������
ʵ�ֵ�¯��������������ʷ����ͼ��ʵʱ����ͼ��ʾ��
5.2���Ż����ܿ��Ƽ���
5.2.1���ϳɰ����⡢�����Զ����ڼ�����
�ϳɰ����⡢�����Ǻϳɰ���������Ҫ��һ���������ϳɰ���ȵĿ���, ���ز���Ϊ�ϳɹ��κϳ�����H2��N2 �ı���, ���Ʋ���Ϊ������������¯����ĵ�����,����������ص��ǵ���ͨ����, �������ض࣬���ͺ�ʱ�䳤����������H2/N2ֵҪ�������������任��ѹ���������ͺϳɵȹ����ᴩ�����ϳɰ��������̣��ںϳ��������ʾ����, ÿ�����ε����ض����źϳɹ��ε�H2/N2ֵ�����,H2/N2 �ĵ�����һ�ֶ�����ĸ��ӵ���ϵͳ, ����֮��ĺ�����ϵû�й̶�����ѧģ�ͺͷ���������
�ϳɷ�Ӧ��3������Ӻ�1����������һ��ѹ�����¶Ⱥʹ����������µķ��ȷ�Ӧ���ϳ����⡢���Ȳ��ϸ���ɺϳ�ϵͳѹ�����¶Ȳ������ƻ���ϵͳ�ķ�Ӧ�����������˳ڷ����ſ��������ǰ����ú�ġ�������ӣ��ϳɰ��ɱ����ߡ�������ȵ��Ե��ںϳɰ���������Ϊ��Ҫ��
���������ص㣬���ǰ���ģ����������������Ӧ���Ƶ�˼�뷽����Ӧ������������ʹ��ȿ��Ʒ����о�����ѧϰ������֯���Է��������жϡ�����Ӧ�����������ƿ�ͼ��ͼ��ʮ��ʾ��������������̶�̬�仯�����ʱ�������ƹ��ɣ���ͬ����벻ͬ���������ƫ���ò�ͬ�Ŀ����ֶδﵽ�ȶ�H2/N2��Ŀ�ġ�Ŀǰ������������һ������ȵ�ƽ���ϸ��ʨR98%����ͺϳɰ������ɱ���
������Ƶ���ȿ���ϵͳ1999���ٻ�ӱ�ʡ��ί�Ƽ�����һ�Ƚ����ӱ�ʡ�Ƽ��������Ƚ���
5.2.2��ʵ����¯���������Ŀ�����ȿ���
��Ъʽ����������120-150��һ��ѭ���������¯�����ߣ����ȣ������ϴ��Σ���������µ�̼��Ӧ���ֽ�����CO��CO2��H2��¯��Խ�ߣ������ֽ���Խ�ߡ����ϴ�ʱ��������¯���½���ͬʱ�����ֽ���Ҳ�½��������´��Σ����ϴ���¯���Ѿ��½����´��ε������ֽ����Ѳ����ϴ��Σ����´�ʱ��������¯��Խ��Խ�ͣ����´��ĺ��Σ������ֽ����Ѿ��ܵͣ�����������������´���ʼʱ��ͬ����������ֻ�������ã����ֽⲻ�ˡ����Ӧ�����ϴ����´��εĽ��У��ʵ�������¯�������������Լ�С¯���½��ٶȣ���������ֽ��ʣ����ư�ˮú�����ʳɷ֣���Լ�����������ȶ�¯����
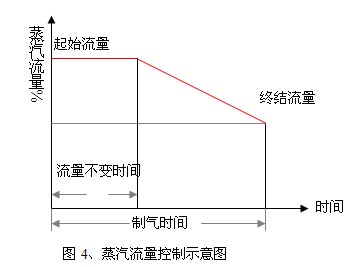
��ǰ�����δ���ƹ�Ӧ�ã�����Ϊ���õ綯���ڷ���������Ĥ���ڷ�����������ʹ�ù����ʸߣ�����ά�ޣ��ϴ�ת�´������ٶ�����Ӱ����������ΪҺѹ�����������Ѿ��㷺����Ӧ�ã��ҵ�λ�з���Һѹ���ڷ����˷��˵綯���ڷ���������Ĥ���ڷ���ȱ�㣬����ú��¯������״���������趨��������ʼ�������ս��������ݼ��ij�ʼʱ��Ȳ�����
�������ȴﵽ���ܣ���ʹ����ɷ���ѣ���ʹ¯�����������¶ȣ����ٲ�����������������Ѳ�����
������һ�������ã���װҺѹ���ڷ���V���������ƽ��п��˶Աȣ���¯���ͷ������ޱ仯������£�һ̨¯ÿ����ɽ�Լ5-6��������ÿ��15-18�֡���ÿ�������ɱ�100Ԫ���㣬�ɽ�Լ�ɱ�1500-1800Ԫ��
������Ƿdz�ֵ���ƹ�Ӧ�õ�����ʵ�ü�����
5.2.3��ʵ���Զ���ú��̿��߶Ⱥͼ�ú���Ŀ��ơ�
̿��߶���¯����ֱ�ӵĹ�ϵ��̿��߶ȿ����DZ�֤ʵ��̿��߶��빤��Ҫ��߶�����ϣ�̿��߶���¯����ת�١���ú��ÿ��ѭ���ļ�ú���йء����û���һ�廯�Զ���ú��ʵ���Զ���ú�������Զ�������̿��߶ȣ������������������¶Ⱥ����������Զ�����ÿ������ѭ���ĸ�úʱ�䣬Ҳ���Զ�������̿��߶Ⱥ�ÿ��ѭ������ļ�ú�������磬�ղ�߶�������1.5�ף�ʵ�ʲ�����1.4�ף�˵��̿����ˣ�ϵͳ�ͻ����¸�ѭ���Ѳ�巧����ʱ����С�����ٸ�ú��ʹ̿���������
5.2.4���Զ��»Ҽ�¯��ת�ٺ��»����Ŀ��ơ�
�Զ��»ҿ����DZ��ֶ�Ϊ�Զ��»ҵĿ��ƣ�¯����ת�ٿ����Ǹ��ݻ������Ⱦ����ģ�����������̼��߶ȡ��������¶ȣ�¯���¶ȣ��Ҳ��¶Ⱥͷ����ʶ��϶���ϵ�����������DCSϵͳ���Զ�����¯��ת�٣������������»�����
���Ͽ��Կ������������������Σ�ú����ô�䣬ֻҪ¯���ܽ���������״̬������Ͷ���Զ���ϵͳ��DCSϵͳ�����ܹ���ʵ�ʲ�������������״̬�������бȽϣ���ƫ������Զ���������
5.2.5����¯����ѹ����ǰ������������
����һ��������ѹ��ֵ����ϵͳ��������������¯����ѹ��������Ҫ��ֵ�������ڲ���������������Ŀ����ʹ��¯����ѹ���ȶ��ڹ���Ҫ��ֵ�ϣ����ȶ�¯�����кô���
ú��¯�����Ǽ�Ъ��������ÿ̨¯��ʼ�ϴ���������ѹ��ϵͳ��һ����Ծ���ţ��ϴ����´����ſ��Ȳ�ͬ��ѹ��Ҳ��һ���ţ������IJ������ϴ����´����ſ�����ɵģ����ſ�����ѹ���轵�����Ź�����ѹ��������һ����ڷ������㲻�������ĵ��ڶ�����ʹ�����ڲ����ȶ�����Ϊ����֪���ϡ��´����ſ����ǿ�DCSϵͳ�����źž����ģ��������ˣ������Ǹ����ϡ��´����ſ����ź�ʱ��������ǰһ�����Ӱ��źŸ�����ѹ�����ڷ���������������ǰ�����ض����������ǰ�����ڣ���������PI���ڣ�������ѹ��ʼ���ȶ��ڹ���Ҫ��ֵ�ϡ�
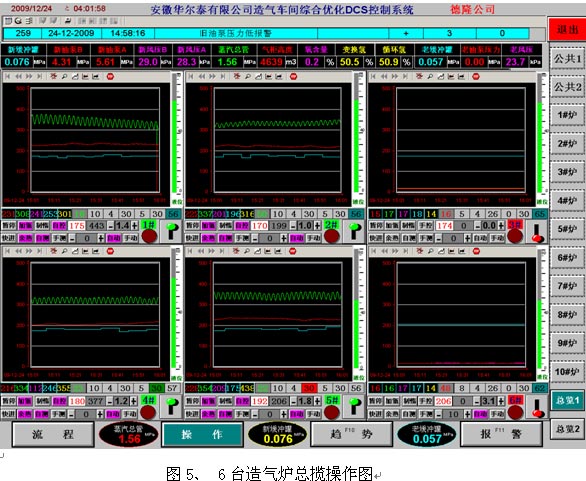
5.2.6��¯������������Ż����ơ�
��ʵ�����ȶ�����¯�����ⲿ�����Ļ����ϣ����Ǹ�������¯�����Ļ���ԭ�����������������ڻ��۵IJ������飬Ӧ��ģ�����Ƽ���ԭ�������˹����������ɼ����ר��ϵͳ��ʵ����������¯�����������Ż����ƣ��Ӷ�ʹ¯����ѡ�Ч����ߡ�
�����Ż����ƵĻ���˼·����1������������ƽ�⣬�����ȷ���ƽ�⣻��2������ƽ�⣬���ϴ��´�ƽ�⣻��3����ú������ƽ�⡣
Ϊ��ʵ��������ƽ�⣬���������¶ȡ������¶ȡ����һҲ��¶ȡ�¯���¶ȡ��ճ��¶Ⱥͷ�������������ղ�ͬú���趨��ģ�����߱��������ͨ������б�¯�������������һ����Χ����������ʱ�䡢�ϴ����´��������ﵽ�ȶ�������λ�á��������ȡ��������¶ȵ�Ŀ�ġ�
����¯������������Ż�������¯���м�¼��ͼ��
6�������
�����ı���չ�����ʱ�����ص㣡�ܹ������Ϸ�չ�ļ�����ҵ����ʵ�û��������ǹ��̼�����ԱŬ���ķ���
���˼��������ķ�չ�������Ĺ���ʵ�̶ֳ�Ҳ�����Ǽ�ֵ��ص㣡
�ӱ���¡���� �������Կؼ�����������ϣ�
�ӱ���¡���� ������ʵ��ʩ��������ʵ�֣�
��Ȩ���У��ӱ���¡�����Ȩ���� Copyright 2010-2011 hbkljd.com All Rights Reserved ��ICP��19034381��-1  ���������� 13010802001598��
���������� 13010802001598��
���������� 13010802001598��